滚齿
滚齿是齿形加工方法中生产率较高、应用最广的一种加工方法。在滚齿机上用齿轮滚刀加工齿轮的原理,相当于一对螺旋齿轮作无侧隙强制性的啮合。
滚齿可直接加工8~9级精度齿轮,也可用作7 级以上齿轮的粗加工及半精加工。滚齿可以获得较高的运动精度,但因滚齿时齿面是由滚刀的刀齿包络而成,参加切削的刀齿数有限,因而齿面的表面粗糙度较粗。
滚齿加工属于断续切削。多把刀同时工作,各个进程的扭矩不同,刀具磨损快。滚刀的磨损是刀具刃口的金属被切屑带走而发生的刃口几何形状变化。齿轮滚刀在使用过程中产生的磨损主要有齿面磨损、切削刃钝化、粘屑和点蚀。
选择合适的齿轮加工油可以减少刀具、切屑、工件之间的摩擦力及粘结,从而减少刀具的磨损;降低切削温度,获得满意的加工表面。容易产生细小铁屑的切削工况,需要选择低粘度高闪点的切削油。比如加工铝、铜等有色金属可选择RHOCUT MB15,加工铸铁或中碳钢可选择RHOCUT M22/32;加工合金钢或不锈钢选择RHOCUT ME22/32。多效的极压剂在难加工金属的苛刻加工中显示出优异的性能。
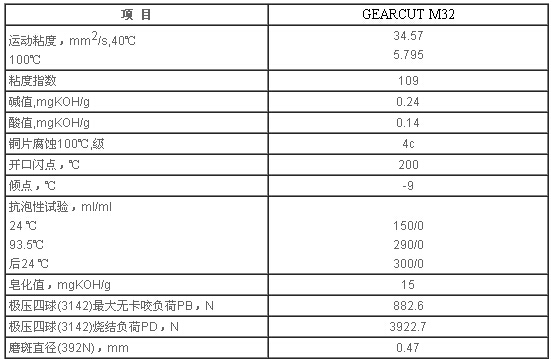
滚齿油GEARCUT M32
该产品的开发主要针对齿轮加工成型工艺中的滚齿、插齿加工特点开发的专门切削油品。
适用于加工量较大,速度较低的重负荷且对加工精度有一定要求的场合。比较典型的应用包括多轴自动机床、半自动机床及组合机床。
该产品特别适用于齿轮生产中的滚齿、插齿工艺。
只适用于黑色金属加工。
油品特性:
优异的极压、润滑、冷却性能,有效带走摩擦热,避免由此引起的油雾,油烟及工件变形
不含氯、环保
低烟雾、低挥发、低气味
有效提高加工效率、降低刀具磨损
突出的性价比